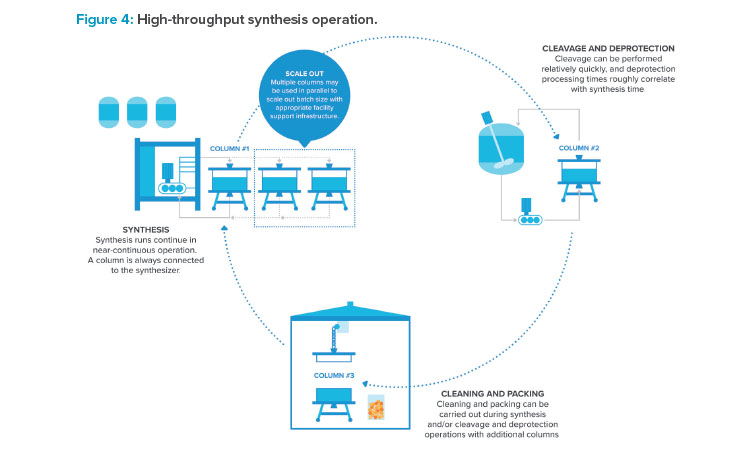
The synthesis unit operation routinely takes 8 to 12 hours start to finish, but it can take 3 to 5 days between batch starts using a single synthesis column. Cycling through columns can drastically increase synthesis output.
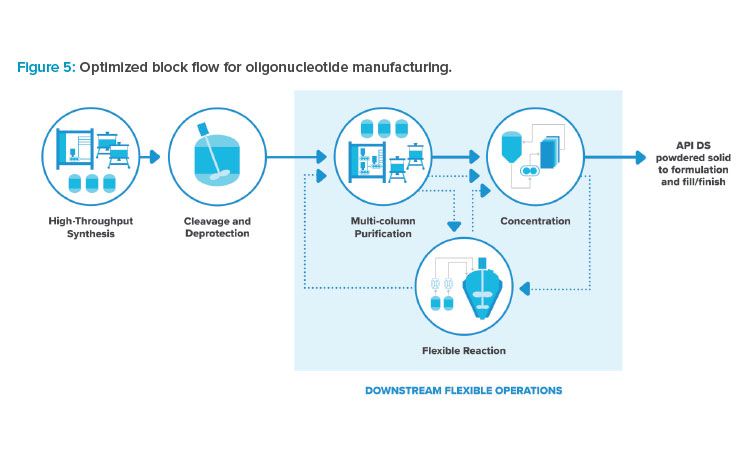
Combining the incremental process improvements previously mentioned results in an optimized facility, with the adjusted block flow shown in Figure 5. Multiple alternate flowpaths exist between downstream operations, as indicated by the dotted lines. The facility footprint is focused on high throughput and high utilization of expensive process skids. The facility provides a high degree of processing flexibility to account for the variation in molecules and delivery technology, producing liquid phase DS at high purity and yield.
Redefining the Standard
Companies have been looking for scalable alternatives to solid phase synthesis in hopes of drastically reducing solvent usage, whether through adaptation of existing biological mechanisms for nucleic acid production or completely novel innovation. Enzymatic synthesis techniques are being explored in the hope that this field’s future may look like that of mRNA synthesis, where relatively small batch reactors can produce large quantities of mRNA via assembly of unmodified nucleotides with polymerases and template RNA.
Significant barriers remain to applying this biological approach to oligonucleotides, which are, by their nature, heavily chemically modified for nuclease resistance. At scales approaching tens of kilograms per batch, liquid phase convergent chemical synthesis may prove to be an attractive option. This approach would link fragments 3 to 5 nucleotides long, where the fragments could be manufactured at large scales. This could eliminate the need for highly specialized equipment during synthesis, instead using batch reactors. Ligation of duplex molecules such as siRNA from several starting mate-rial fragments is being explored as another approach to convergent synthesis. Any successful enzymatic approaches could augment the efficiency of convergent synthesis.
This article primarily addresses manufacture of therapeutic targets at a length of 18-30 nucleotides per molecule, which encompasses most siRNA and ASOs. These lengths confer good overall reaction yields while utilizing solid support that can be densely loaded. Synthetic guide RNA (sgRNA) molecules are a notable exception to this category of oligos. With lengths often approaching or exceeding 100 nucleotides, sgRNA manufacture by solid phase synthesis exacerbates the problem of high solvent usage; longer synthesis cycles require an increase in reagent and solvent usage proportional to the increase in length.
That solvent usage per gram of usable product is further impacted by reduced overall yields of full sequence length molecules due to accumulated incremental yield loses per coupling. Solid supports for sgRNA have much lower loading relative to shorter molecules due to steric interference at link-age sites, resulting in less moles of product per unit volume of synthesis column. This in turn increases solvent usage per cycle relative to a shorter molecule due to rinse efficiency of the proportionately larger volume beds per gram produced. This increase results in sgRNA manufacturing facilities having a disproportionate solvent and reagent support infrastructure relative to that of an ASO or siRNA manufacturing facility at similar batch sizes.
Conclusion
The recent expansion of global oligo manufacturing demand has presented numerous opportunities to design better molecules, better processes, and better facilities. Better molecules are being designed by taking advantage of chemistry to reduce toxicity, increase bioavailability, and promote interaction with unique cell types. Better processes are being designed to produce more material faster, at lower cost, driving efficiency for these high-value facilities. Better facilities are being designed to increase flexibility to accommodate these process and chemical improvements, to handle variation in chemistries, and to increase throughput. The future for oligonucleotide therapies, and the patients who will receive this combination of best-in-class and first-in-class treatments, is undeniably bright.