Technical
May / June 2017
Corrosion Investigation of Pharma Clean Steam Systems

This article presents current research on the problem of rouge in clean steam generators and their distribution systems, as well as possible deleterious effects on capital equipment and final drug products.
Figures 1 and 2
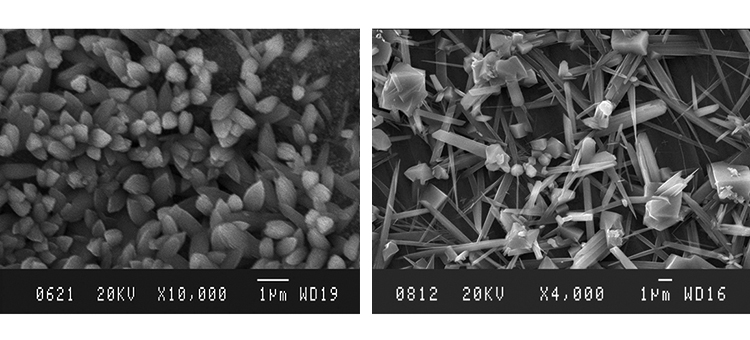
Figure 1 (left): SEM of surface: Case 1 (10,000X). Figure 2 (right): SEM of surface: Case 2 (4,000X).
Figures 3 and 4
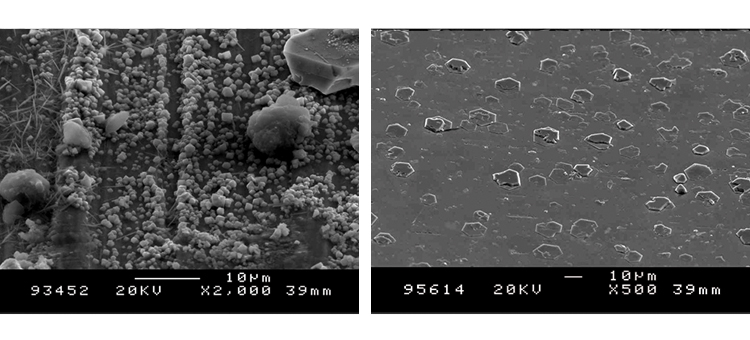
Figure 3 (left): SEM of surface: Case 3 (2,000X). Figure 4 (right): SEM of surface: Case 4 (500X)
Figures 5 and 6
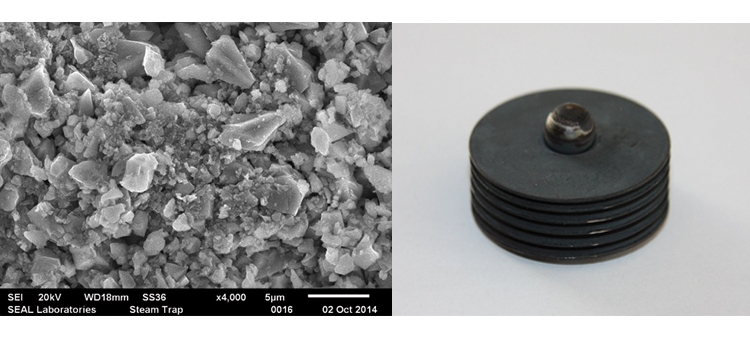
Figure 5 (left): SEM of steam trap surface: (4,000X). Figure 6 (right): Photo of steam trap/bellows.
Figures 7 and 8
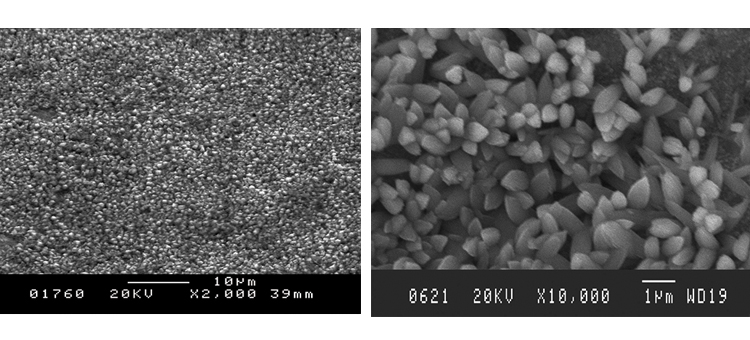
Figure 7 (left: As-received surface (2,000X). Figure 8 (right): As-received surface (10,000X).
Figures 9 and 10
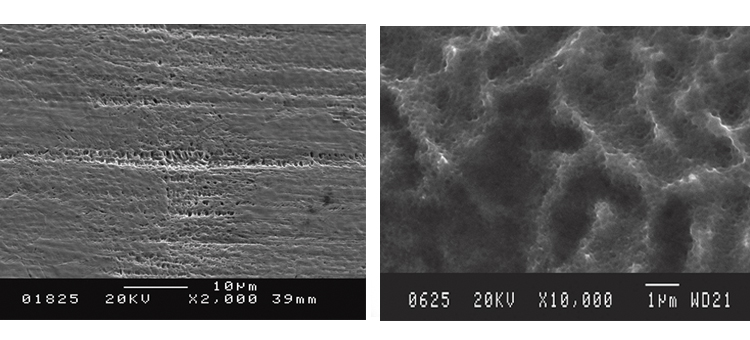
Figure 9 (left): Derouged and passivated surface (2,000X). Figure 10 (right): Derouged and passivated surface.
Figure 11: Case 1 AES scan, as received
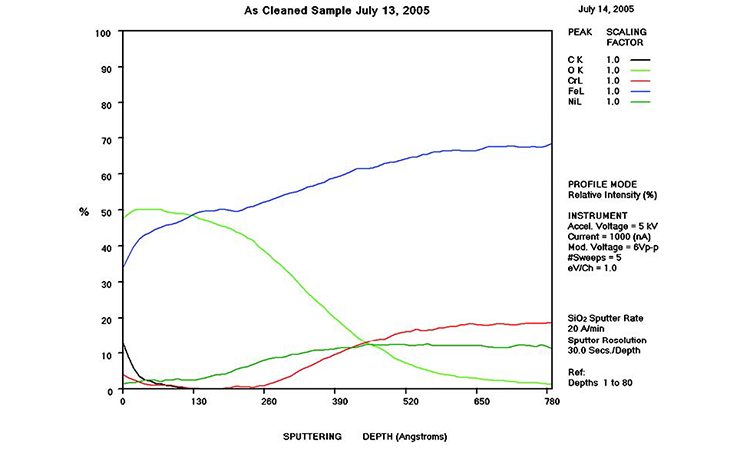
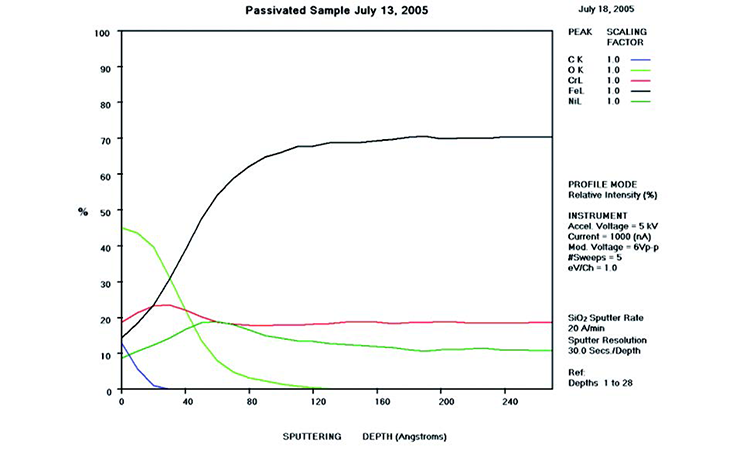
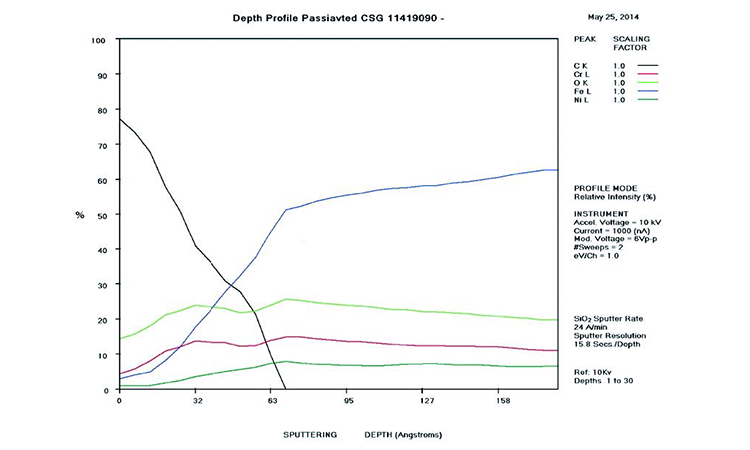
Figure 12: Case 1 AES scan, derouged and passivated
Figures 13 and 14
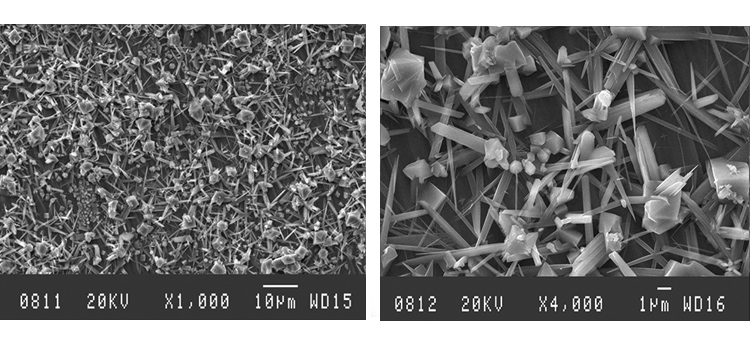
Figure 13 (left: As-received surface (1,000X). Figure 14 (right): As-received surface (4,000X).
Figures 15 and 16
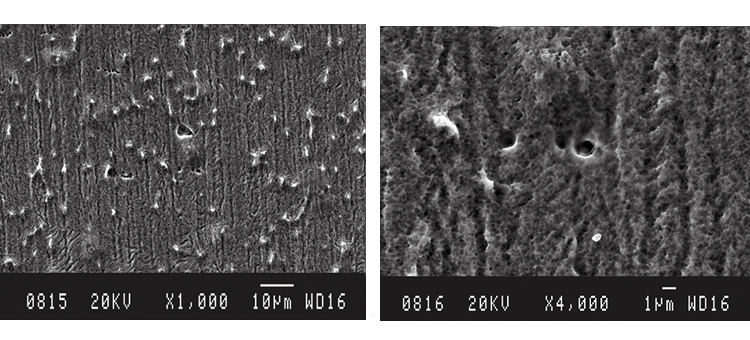
Figure 15 (left): Derouged and passivated surface (1,000X). Figure 16 (right): Derouged and passivated surface (4,000X).
Figure 17: Case 2: AES scan, derouged and passivated
Figures 18 and 19
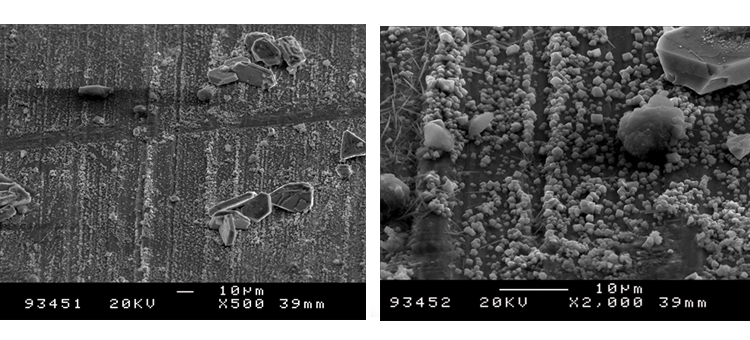
Figure 18 (left): As-received surface (500X). Figure 19 (right): As-received surface (2,000X).
Figures 20 and 21
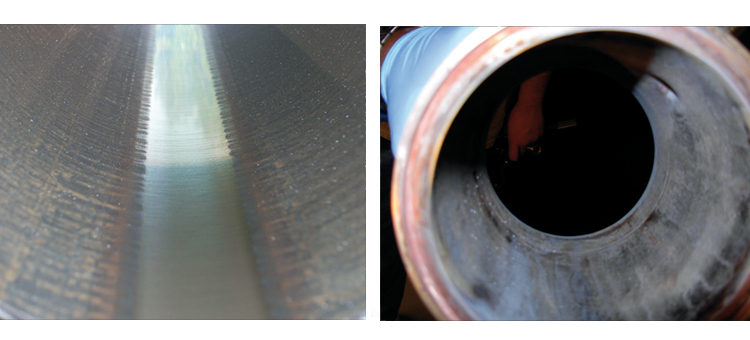
Figure 20 (left): Distribution tubing. Figure 21 (right): Pretreatment view.
Figures 22 and 23
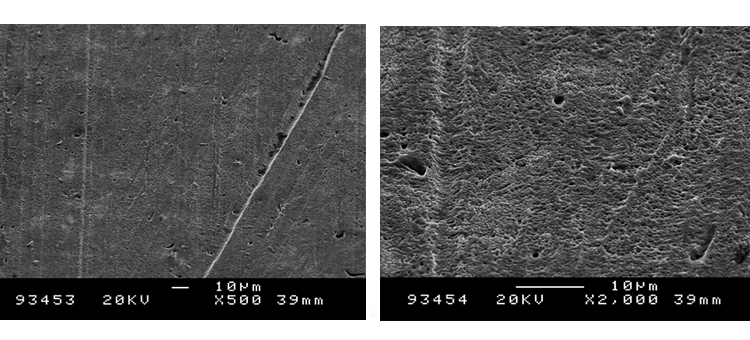
Figure 22 (left): Derouged and passivated surface (500X). Figure 23 (right): Derouged and passivated surface (2,000X).
Figure 24: Case 3: AES scan, as received
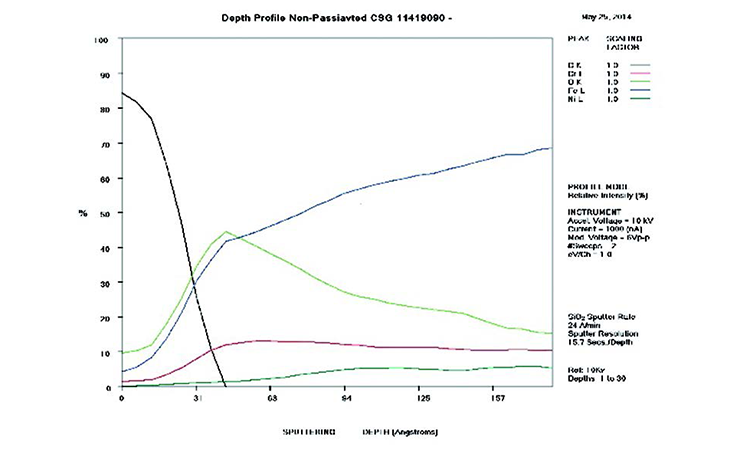
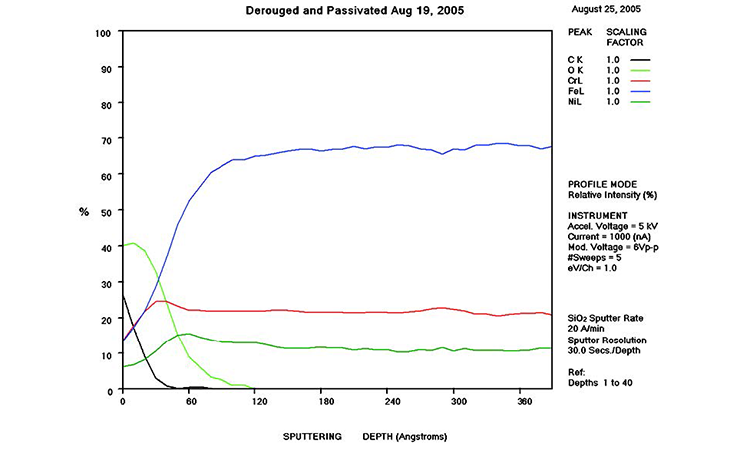
Figure 25: Case 3: AES scan, derouged and passivated
Figures 26 and 27
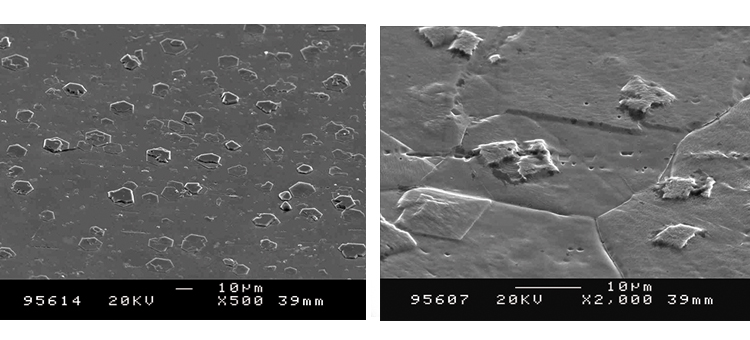
Figure 26 (left): As-received surface (500X). Figure 27 (right): As-received surface (2,000X).
Figures 28 and 29
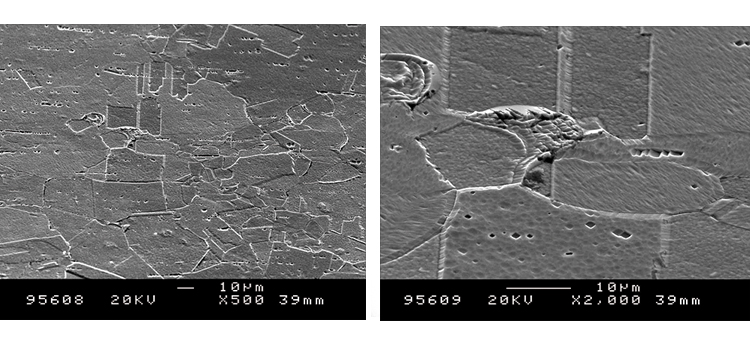
Figure 28 (left): Derouged and passivated surface (500X). Figure 29 (right): Derouged and passivated surface (2,000X).
Figure 30: Case 4: AES scan, derouged and passivated
References
- 1American Society of Mechanical Engineers. ASME BPE Bioprocessing Equipment Standard. 2014.
- 2
- 3Essmann, M., and R. Gomez. “Quality Requirements for Pure Steam.” In Pharmaceutical Water. GMP Publishing, 2012. https://www.gmp-publishing.com/media/files/table_of_contents/Pharmaceutical_Water_TOC_web.pdf
- 4Evans, R.W., and D. C. Coleman. “Corrosion Products in Pharmaceutical/Biotech Sanitary Water Systems.” Parts 1 and 2. Ultrapure Water 16, nos. 8 and 10, October 1999.
- 6International Society for Pharmaceutical Engineering. Critical Utilities D/A/CH COP. “Rouge in Pharmaceutical Water and Steam Systems, Pharmaceutical Engineering 29, no. 4 (July-August 2009).
- 7———. Water and Steam Systems: Pharmaceutical Engineering Guides for New and Renovated Facilities. Baseline Pharmaceutical Engineering Guide, Volume 4, first edition. 2001.
- 9Roll, D., and R. Webb. “Developing an Effective Passivation Process to Maintain Laser Mark Integrity for Medical Device Components.” Medical Product Outsourcing, 9 December 2010. http://www.mpo-mag.com/contents/view_technical-features/2010-12-09/developing-an-effective-passivation-process-to-mai
- 10Tverberg, John C., and James A. Ledden. “Rouging of Stainless Steel in WFI and High Purity Water Systems,” Presented at Institute for International Research, “Preparing for Changing Paradigms in High Purity Water,” San Francisco, California, October 1999. http://www.csidesigns.com/uploads/white-papers/rouging.pdf


