High Temperature HEPA Filter - Dry-Heat Sterilization Tunnels Part 3

by Marc Schmidt, Business Development Manager, Pharma, for AAF International, Lothar Gail, Senior Contamination Consultant and Hugo Hemel, MSc, EMEA Marketing Manager for air filter manufacturer AAF International This article is featured in the September/October 2015 issue of Pharmaceutical Engineering®. Our three part series concludes with a series of tests conducted on the performance of the new high-temperature HEPA filter design B and the conclusion as to what filter is right for your application.
Demonstrated Performance of New High-Temperature HEPA Filter Design
This section elaborates on the results of various tests that have been conducted on the performance of high-temperature HEPA filter design B. First, the outcome of a heat cycle test is presented to demonstrate the stiffness and durability of construction. Second, results of a laboratory particle shedding test are presented that allow a comparison of filter design B with filter design A. The filtration efficiency performance of filter design B was confirmed during a field test in a dry-heat sterilization tunnel. The described tests were conducted with air filters in either 150 mm or 290 mm depth – the test states which depth.
Stiffness and Durability of Construction
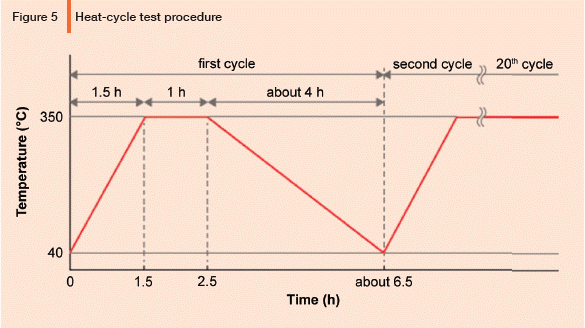
Heat Cycle Test To demonstrate the durability of HEPA filter design B, a heat cycle test was set up before burn-in to assess sensitivity to damage of the filter construction under high-temperature fluctuations. Twenty consecutive test cycles were executed at a nominal airflow rate of 2,100 m3/h. The test was conducted to demonstrate reliability of the design over a number of heat-up and cool-down cycles; stress cracking of the ceramic sealant typically occurs early in the filter life. Each cycle had a duration of four hours, during which the filter was exposed to a temperature increase from 40°C to 350°C within 1.5 hours and then kept there for one hour before cooling back to 40°C within about four hours. (See Figure 5.)
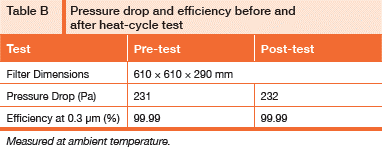
The results showed insignificant differences between pre-test and post-test values for both filtration efficiency and pressure drop. (See Table B.)
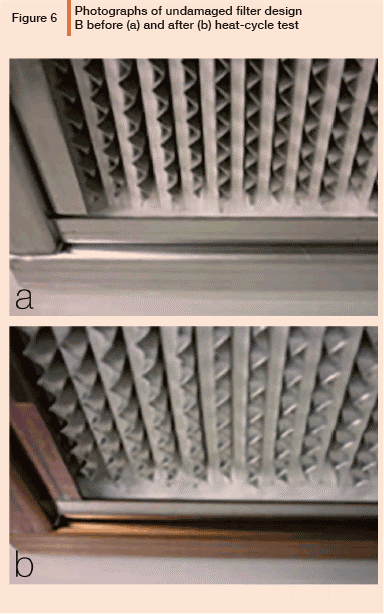
No damage was observed on the media, and no stress cracks were found in the sealant. Although a tempering color did appear on the stainless steel parts due to heating, it had no effect on the actual performance. (See Figure 6.) Filter design B with compressed and elastic fiberglass sealant and stainless steel separators proved its durability of construction.
Proven Performance on Efficiency
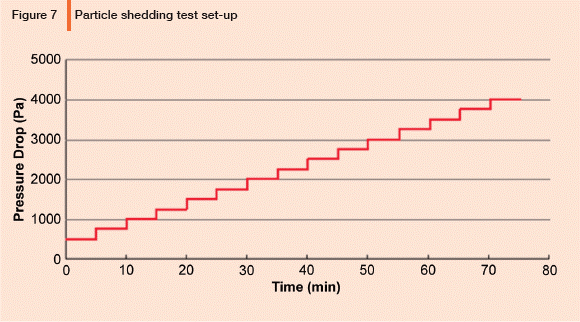
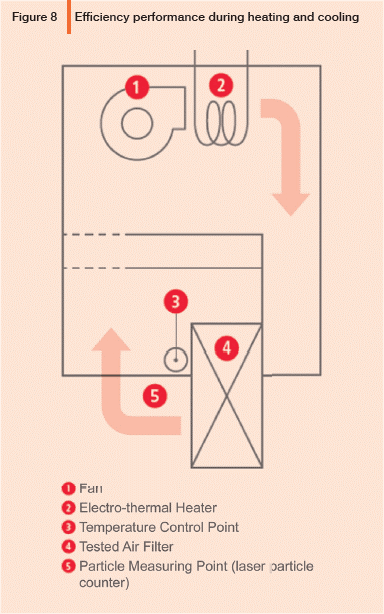
Particle Shedding Test Particle shedding caused by the high-temperature HEPA filter in operation should be prevented at all times. Any uncontrolled release of particles can result in process contamination that might negatively affect air quality and could lead to loss of production batches as well as undesired downtime and recalls. To determine the filtration efficiency performance of filter design B vs. filter design A at high temperatures, and therefore indicate if particle shedding is present, comparative particle measurement tests were executed with a set-up as shown in Figure 7. Prior to the test, both filter designs were burned in at 400°C for one hour. Filter design B (with stainless steel separators and fiberglass sealant) and filter design A (with aluminum separators and ceramic sealant) at dimensions of 610 × 610 × 150 mm were then installed in a high-temperature recirculation test unit. At a nominal airflow of 1,440 m3/h, the temperature was gradually increased from ambient to 350°C by 3.5°C/minute. The typical rate of increase recommended for filters containing ceramics is in the range of 1.5°C/minute; however, equipment limitations often have figures aligned with those used for this test. The temperature was stabilized at 350°C, after which it was reduced again to the ambient level.
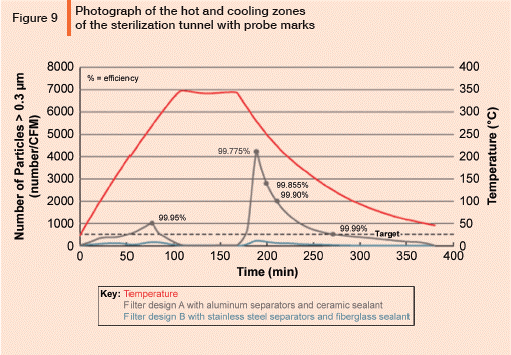
During each phase and different temperature, particles of size ≤ 0.3 μm were counted downstream by means of a laser particle counter. A four-meter-long sampling tube consisting of a stainless steel/polytetrafluoroethylene (PTFE) tube was attached downstream of the air filters. By passing through the tube, the air was cooled sufficiently to supply the particle counter. Doing that, the increase in air volume over nominal room air was considered. Neither air filter was challenged upstream by an aerosol. The filtration efficiency target, measured downstream, was set at ≤ 99.99% for ≤ 0.3 μm particles. Figure 8 shows a typical result of such a test. Although the number of particles counted downstream increased during heat stretching, the number of ≤ 0.3 μm particles counted for filter design B clearly stayed below the target of 99.99%. In contrast, the particles counted downstream for filter design A largely exceeded the target. The peak in counted particles occurred directly after the cooling down began. This was largely due to the integrity breaches that resulted from the air filter’s construction with aluminum separators cast into the ceramic sealant, an issue that was explained earlier. Filter design B did not show integrity breaches and therefore limited particle shedding.
From the particle shedding test, it can be concluded that a high-temperature HEPA filter in design B offers a better and more consistent filtration efficiency performance when exposed to heating and cooling. An additional benefit of filter design B is that it allows for a speedy temperature control. In contrast to filter design A, tempering during burn-in including longsome relaxation times is not required. With filter design B, heating up to 350°C is possible at a rate of 5°C/minute compared to a recommended rate of 1.5°C/minute for filter design A. Filter design B therefore improves the operational readiness of the tunnel. It should be noted that the actual burn-in procedure should always follow the instructions of the equipment and filter supplier.
Field Test In Dry-Heat Sterilization Tunnel
In order to assess how filter design B would perform in practice and see if the beneficial outcome from the laboratory particle shedding test would be confirmed in practice, filter design B was installed in the hot zone of an existing sterilization tunnel at a pharmaceutical equipment manufacturing company for a field test. The primary purpose of the field test was to verify the air cleanliness in the tunnel and see if the particle concentration would meet the acceptance criteria for ISO Class 5, as prescribed by internal procedures for steady state operation. Three different tests were performed. First, the high-temperature HEPA filter of design B was installed in the sterilization tunnel (Figure 9) and tested prior to burn-in. The air filter was then burned in overnight and retested the next day when the system was cold, and the particle counts were repeated at the same locations. Finally, the high-temperature HEPA filter was challenged with a polyalphaolefin (PAO) aerosol of 17 million particles (> 0.3 μm)/ft3 of air. A filter scan was performed with a TSI Model 9310 particle counter downstream of the air filter in the hot zone. The surface was scanned 125 mm above the conveyor by an isokinetic probe. The tests were conducted under ambient conditions at one minute for each of the nine sample locations in the hot zone.
ISPE’s Heating, Ventilation, and Air Conditioning (HVAC) Community of Practice (COP) as well as Sustainable Facilities COP have published a paper worth reading about particulate monitoring.7 All three tests passed the requirements. The detailed results of the two tests performed after burn-in are summarized in Table C.
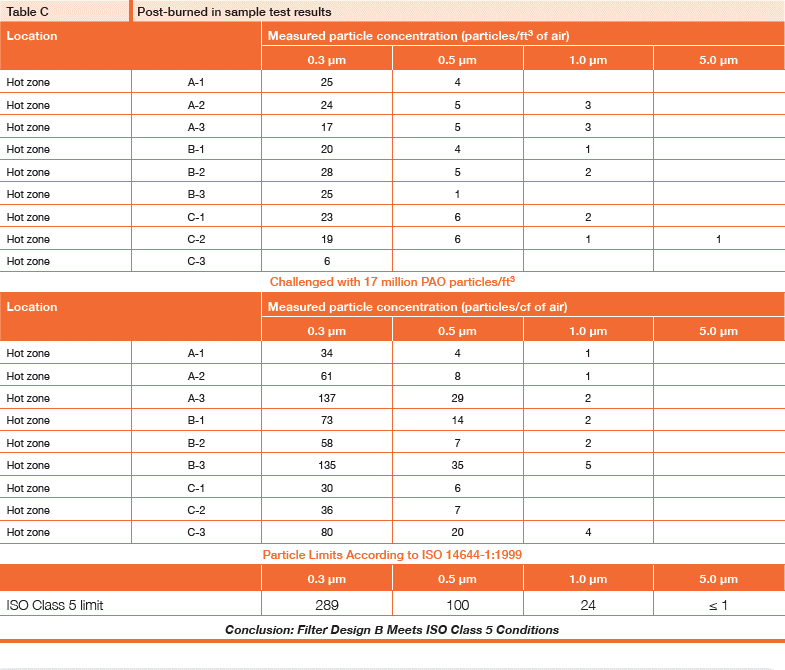
With the installation of a high-temperature HEPA filter in design B, the hot zone of the sterilization tunnel met ISO Class 5 conditions in all three test cases. Filter design A is vulnerable to stress cracks between the ceramic sealant and the frame. In contrast, filter design B is more robust retaining its integrity and limits particle shedding by its inherent flexibility allowing expansion and contraction during heating and cooling phase as well as during temperature fluctuations during tunnel operation.
Introducing a New Filter Design
When an alternative filter design is introduced, pharmaceutical manufacturers require evidence that the design provides an improvement over existing equipment. The testing here demonstrates that critical performance factors have been improved by the HEPA filter in design B. Confidence in the design is demonstrated by manufacturers of sterilization tunnels, who are prepared to supply tunnels using this filter technology.
Conclusion
The temperature cycling during the start-up and shutdown of depyrogenation tunnels provides a significant challenge to a HEPA filter, and the life of the filter is usually limited by the number of cycles it can withstand successfully. Filter design A, with ceramic sealant and aluminum separators, has served the pharmaceutical industry for many years. Nevertheless, this design does possess some generally known weaknesses that can, over time, lead to a loss of integrity from stress cracks between the sealant and the frame, resulting in increased risk of process contamination and premature filter replacement. Multiple heat-cycle tests have demonstrated that filter design B, with compressed and elastic fiberglass sealant and stainless steel separators, offers more robust construction. From a comparative particle shedding test between filter designs A and B, one may conclude that design B offers more consistent filtration efficiency performance. Because of the absence of stress cracks, particle shedding is minimized. The beneficial results were confirmed during a field test in an existing sterilization tunnel, where the hightemperature HEPA filter in design B met the ISO Class 5 particle limit requirements before and after burn-in.
Missed parts one and two? Catch up now: Air Filtration Challenges & Answers for Dry-Heat Sterilization Tunnels Part 1 Air Filtration Challenges & Answers for Dry-Heat Sterilization Tunnels Part 2 Want access to more technical articles like this three part series? Join ISPE today to get exclusive access to Pharmaceutical Engineering Magazine®, the Offical Magazine of ISPE. In February, the ISPE Training Institute will be conducting an HVAC training focusing on the common issues and problems in the operation of a facility and maintaining readiness for cGMP inspection. Sign up today!
- 7Haycocks, N., Bowen, R., and Knight, G., "Best Practices in Total Particulate Monitoring in Cleanrooms, RABs and Isolators," Pharmaceutical Engineering, Vol. 33, No. 5, Sep/Oct 2013, pp. 46-57. Operation of HEPA Filters – English Abstract)," VDI-Berichte Nr. 386, 1980, VDI-Verlag GmbH, Düsseldorf, Germany.


