Pass-Through Boxes in Life Sciences Cleanrooms

An overview of pass-through boxes as they relate to the life sciences industry, defining their purpose, applications, and available options.
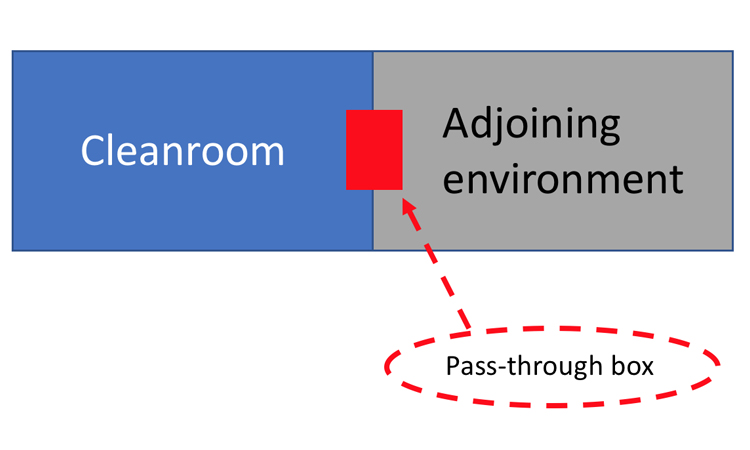
Pass-through boxes reduce contamination in life science environments by providing a safe transfer method between a cleanroom and an adjoining room (Figure 1). Because they are never occupied by personnel, they greatly reduce risk for both spaces.

These chambers are actually small airlocks with unique features that make them perform differently (and often better) than their larger cousins. Various sizes are available to meet requirements for different applications. Some allow only small pieces of equipment to be transferred; others are large enough to contain a cartload of material. While pass-through boxes have received quite a bit of attention in regulatory and industry guidance, these chambers and their unique characteristics are poorly understood and rarely addressed.
Attributes and Options
In this article, “life sciences pass-through box” refers to a box or tunnel that passes through the wall of a cleanroom (or contained enclosure) into an adjacent room (Figure 2). The box is fitted with doors at both ends, allowing material to be placed into it on one side and removed on the other.
To keep the atmospheres of both rooms separate, pass-through boxes have interlocked doors that cannot be opened simultaneously. They should be easily cleanable, especially for cGMP applications, with construction and hardware that are resistant to cleaning chemicals. Windows or see-through panels are usually added to provide visibility. Optional features include, but are not limited to:
Timed interlocks that prevent a door from being opened until a timer has expired, assuring compliance with the SOP(s) for sanitizing agent exposure or providing sufficient time for a ventilated pass-through to dilute airborne contaminants.
Notification lights and sounders to indicate that materials in the box are ready for withdrawal.
Automatic doors to enforce interlocking or coordinate with automated material transfer.
Conveyors to provide automated material movement. They are typically confined to the pass-through so that the conveyor belt or table doesn’t traverse multiple zones.
Automatic sanitizing uses chemical sprays, vapors, gases, or ionizing radiation (e.g., ultraviolet light) to sanitize items in the pass-through. This can produce a validated log reduction in surface contaminants and may elevate the pass-through to the level of an autoclave or sanitizing chamber (which is beyond the scope of this paper).
Gaskets minimize air transfer between spaces:
- Near-airtight gaskets minimize air exchange between spaces, but do not have uniform clamping force that assures zero leakage. These are used in most pass-through boxes to minimize passive ventilation.
- Airtight gaskets can be mechanical or pneumatic; these are employed in only the most hazardous applications (e.g., biosafety level 4) where sanitizing is required.
Ventilation can take several forms:
- Defined leak paths in unventilated pass-through boxes allow room-pressure differences to ventilate the box with sufficient volume to dilute internal contaminants. Defined leak paths may be unrestricted or filtered openings.
- Passive ventilation uses the pressure differential between rooms, the airflow within rooms, and door opening as a motive force to transfer particles into or out of the box. This is the most typical type of ventilation used in pass-through boxes.
- Active ventilation uses mechanically introduced air to preserve a pressure regime between rooms, create a “bubble” or “sink” to the communicating rooms, dilute contaminants drawn into the box during door opening, or maintain an area classification.
Active ventilation, more than any other feature, distinguishes these boxes from the passively ventilated or near-airtight boxes that are more prevalent in the industry. The application of these two types of boxes motivated this investigation.
To understand particle transfer from the less clean space into the pass-through, and from the pass-through into the cleanroom, it's important to consider the factors that can cause particles to flow into and out of a box with five closed sides
Impact on Surrounding Environment
The functions and cleanliness classifications of adjoining spaces that communicate via a pass-through are quite diverse. In small-scale clinical biotechnology operations (including cell and gene therapies) pass-throughs may be used to transfer raw materials into an EU Grade B from an adjacent Grade C, or transfer trash from a Grade B to an adjacent Grade D. In small-scale aseptic filling, the product may pass from Grade B to Grade D via a pass-through box in lieu of the “mouse hole” (Figure 4) used in larger-scale continuous manufacturing. Therapeutic protein manufacturers may use pass-throughs to transfer small equipment from Grade D or an unclassified space to Grade C. These challenges are summarized in Table A.
| Particle Concentration Change | Cleaner Room | ||||
|---|---|---|---|---|---|
| Less Clean | Grade | A | B | C | D |
| A | |||||
| B | 2 log** | ||||
| C | 3 log* | 1 log | |||
| D | 4 log* | 2 log* | 1 log* | ||
| U/C | 5 log* | 3 log* | 2 log* | 1 log* | |
|
* Assumes a classification change of one full step “in-operation” for illustrative purposes. |
|||||
The direction of travel through a pass-through box is a key concern. Since materials leaving a clean area present less contamination risk to the room they enter (with the exception of biosafety and potent compound containment), the risk of compromising space classification varies with the direction in which materials travel of through the box. Table B offers a qualitative assessment of risk depending on travel direction.
| Particle Concentration Change | Entering | |||||
|---|---|---|---|---|---|---|
| Exiting | Grade | A | B | C | D | Unclassified |
| A | Very Low | Low | Moderate | Moderately High | ||
| B | Low | Very Low | Low | Moderate | ||
| C | Moderate | Low | Very Low | Low | ||
| D | Moderately High | Moderate | Low | Very Low | ||
| Unclassified | High | Moderately High | Moderate | Low | ||
Numerical Assessment
To assess the veracity of the qualitative approach, let’s consider the following situation:
- Cleanroom volume: 300 cubic meters (m3)
- Pass-through box volume: 1 m3
- Air change rate per hour: 20 ACH
- Particle size: 0.5 micrometers (µm)
- Temperature: 20° C, 293 K
- Box type: Near airtight, passive ventilation
To understand particle transfer from the less clean space into the passthrough, and from the pass-through into the cleanroom, it’s important to consider the factors that can cause particles to flow into and out of a box with five closed sides. We suggest evaluating the particle diffusion that will cause particles to flow from an area of higher concentration to an area of lower concentration.
Particle diffusion
We can use the Stokes-Einstein equation to approximate the diffusion rate for 0.5 µm particles in still air; this is likely not the best model, however. Since the average room velocity is orders of magnitude higher than mass flux rates (diffusion velocity across a plane), the mechanism of diffusion is of less interest than the mechanical distribution of the particles from the pass-through box.
Personnel intervention
While there is no formula to describe all possible interventions that cause particles to enter a space from a box with five closed sides, for the purposes of this evaluation we suggest the aggressive assumption that the pass-through box reaches equilibrium with the cleanroom in just one minute.
Ventilating the pass-through box interior reduces the particle count within the box as well as the probability that particles will escape or enter the box
Recovery from upset
For these calculations, we will make the conservative assumption that the box was open to the lower classification area for sufficient time to reach equilibrium. At 20 ACH, the time to recover from an upset is approximately 7 minutes per log reduction. Recovery from a 3% upset requires approximately 1.3 seconds (Figure 3). In a real-world 30 or 40 ACH the time to recover from an upset is even shorter.
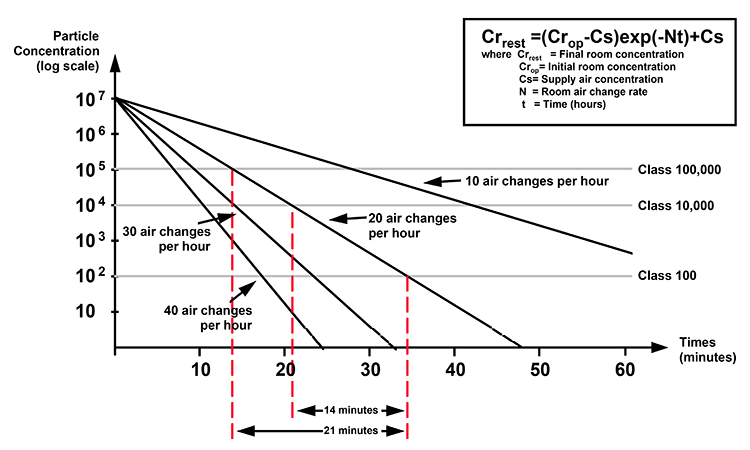
In Table C, Run 1, we see that opening a box containing air from an area of 1 log higher contamination to one of lower contamination will have less effect than might be expected and is quickly abated. Run 2 is a more significant upset; as seen in the preceding run, however, recovery from a 33% upset requires approximately 14 seconds. The calculations in Run 3 show a significant upset that is not to be taken lightly. Recovery from this 94% upset requires approximately 40 seconds.
Ventilating the passthrough box interior reduces the particle count within the box as well as the probability that particles will escape or enter the box
| Impact | Run 1* Small difference in classifi cation |
Run 2 Larger difference in classification | Run 3 Largest difference in classification |
|---|---|---|---|
| Assumed classification | |||
| Cleanroom | ISO 7: 352,000 particles/m3 | ISO 7: 352,000 particles/m3 | ISO 7: 352,000 particles/m3 |
| Adjoining area | ISO 8: 3,520,000 particles/m3 | ISO 9: 35,200,000 particles/m3 | Unclassifi ed: 100,000,000 particles/m3 † |
| Particle emission rate | |||
| 3,520,000/m3 × 1 m3/1 min = 3,520,000/min |
35,200,000/m3 × 1 m3/1 min = 35,200,000/min |
100,000,000/m3 × 1 m3/1 min = 100,000,000/min |
|
| Total particle count | |||
| Cleanroom | 352,000 /m3 × 300 m3 = 105,600,000 | 352,000/m3 × 300 m3 = 105,600,000 | 352,000/m3 × 300 m3 = 105,600,000 |
| Adjoining area | 109,120,000 | 140,800,000 | 205,600,000 |
| Total particle count | |||
| Without considering ventilation |
109,120,000 ÷ 301 m3 = 362,525/m3 | 140,800,000 ÷ 301 m3 = 467,774/m3 | 205,600,000 ÷ 301m3 = 683,056/m3 |
| Percent change | ± 3% | ± 33% | ± 94% |
| * Results will vary with different box sizes and room volumes. A larger unventilated pass-through box entering a smaller ISO 7 room will yield different recovery times. † Per American Association for Aerosol Research, Aerosol Science and Technology 32 (2000): 527–544 |
|||
The transient nature of these upsets explains why a high particle count within a pass-through box does not produce a prolonged effect on the surrounding cleanroom. There is often a significant time delay between cycles of door openings, and the door does not usually remain open long enough to allow a significant number of particles to escape.
These calculations suggest that our qualitative risk approach appears appropriate. It should be noted, however, that we have approximated only the effect on average concentration; local conditions near the box may be higher than the average for the room because air patterns play an important role in understanding the impact of pass-through boxes. A test of particle counts near the box during operation is a wise addition to a validation plan to ensure the validity of the approach.
VENTILATION
When pass-through boxes connect spaces of differing classifications, contamination risk can be reduced by ventilating the pass-through box interior. This reduces the particle count within the box as well as the probability that particles will escape or enter the box.
Even in the highest risk situations, ventilated boxes can reduce contaminant ingress when the box is opened in a clean space that adjoins a less clean space. Ventilated connections can also bridge unclassified to classified spaces with low risk.
Passive ventilation
Passive ventilation relies on internal mixing and airflow patterns to provide air transfer for the enclosure, since openings on the clean side are often at a higher elevation than those on the other side. Time delays can further reduce particle counts by flushing the box with 3-4 air changes before the box is reopened. These delays should be indicated by SOP or controlled by interlocks.
Filtered leakage paths can also provide passive ventilation with containments and inhibit the passage of pests. In this design, panel-style filters (usually H-13 or better) are mounted over the openings in the box.
Active ventilation
The risk of contamination can be further ameliorated by active ventilation of the pass-through box. Active ventilation schemes fall into three categories:
Exhausted
Exhausted boxes have extraction systems to remove particulate; this helps prevent particles from exiting through the doors. To prevent particle emissions effectively, air velocity greater than 40 fpm is recommended through an open door. Operators should be aware that this can negatively affect room pressure relationships when the doors are cycled.
Supplied
Supplied boxes have an attached air-supply system that is intended to prevent particulate from entering. Airflow velocity through an open door should exceed 40 fpm to prevent particle entry. Operators should be aware that this can negatively affect room pressure relationships when the doors are cycled.
To allow the doors to open easily, both exhausted and supply boxes must allow air from one or both rooms to leak in. Variations use HEPA* relief ports to admit air into the box, or HEPA extraction fan/filters to return air from the box to an adjoining room. While the box is closed, optional air inlets can reduce the particle concentration when the door is opened. In supplied boxes, a return duct can send excess air to the building air-handling system, similar to personnel or material airlocks.
* High-efficiency particulate air (HEPA) filter: A mechanical filter that forces air through a mesh to trap particles.
Internally recirculated
Recirculated boxes have an internal air-supply system that reduces particulate concentration within the box. Recirculated boxes do not require a leak path, making them easily cleanable and well suited to containment applications. Variations utilize airtight door seals and interlock timers to allow sufficient dilution before a door can be opened. HEPA supply fan/filters normally recirculate air within the box. Depending on the application, it may be necessary to introduce conditioned air from the building HVAC system to overcome heat gain from the internal fans, then recirculate the air back to the air-handling system. This type of box does not negatively affect room pressure relationships when the doors are cycled.
Pass-through space temperature
In some instances, materials may remain inside the pass-through for an extended time. Space conditions in ventilated pass-through boxes will be approximately equivalent to the room conditions, unless heat gain is realized from the material being held. Conditioned air to support material stability is typically not required.
CONCLUSIONS
Numerous pass-through box configurations and options are available. Their small size and lack of particle-generating sources make them a low risk for bridging different space classifications. Passively ventilated boxes are appropriate for bridging 1–2 log differences in particle concentration; actively ventilated boxes can handle more robust particle concentrations and provide lower risk.1 ,2
An earlier version of this article was published by Genesis Engineers. Copyright© 2016 Genesis Engineers. All rights reserved. Reprinted with permission.
- 1European Commission. Health and Consumers Directorate-General. EudraLex, Volume 4, Annex “Manufacture of Sterile Medicinal Products.” 25 November 2008. https://ec.europa.eu/health/sites/health/files/files/eudralex/vol-4/2008_11_25_gmp-an1_en.pdf
- 2US Food and Drug Administration. Guidance for Industry. “Sterile Drug Products Produced by Aseptic Processing—Current Good Manufacturing Practice.” September 2004. https://www.fda.gov/downloads/Drugs/Guidances/ucm070342.pdf


